1、设备概述
压淬机床是一种专用设备。常用于汽车内花键齿轮,内齿轮等内孔的限形压淬,也可对各齿轮、圆锯片等薄片零件进行压淬。
机床有上、下油缸,油缸上装有模具(模具需根据工件形状设计)。淬火时,将工件夹紧在上模和下模之间,并保持一定压力。待淬火完成后再释放压力,脱模。这样,工件淬火过程中,形状受到模具的限制,从而达到减小或消除淬火变形的目的。
2、压淬机床的基本参数如下:
可淬工件最大外径 300mm(根据零件设计)
可淬工件最大内径 160mm(根据零件设计)
可淬工件最大高度 100mm(根据零件设计)
上油缸(上模)压力 0~150KN可调(根据零件设计)
下油缸(下模)拉力 0~400KN可调(根据零件设计)
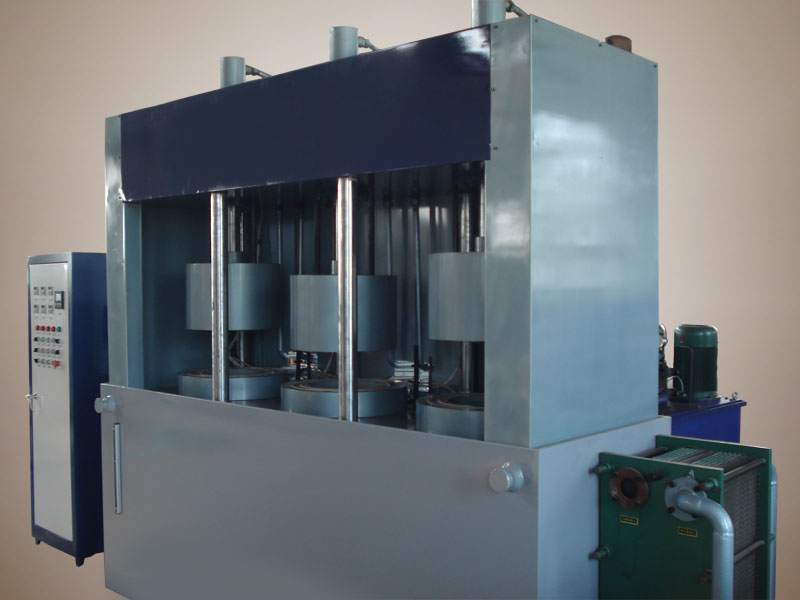
3、压淬机床的结构
机床采用整体式设计,面对机床,左边为淬火液箱及淬火液冷却和控制部分;右边为液压系统;中间为主机。
4、压淬机床的工作过程
压淬的整个工艺过程包括:压紧;封闭工件空间;喷淬火液淬火;开启淬火空间;脱模,然后可以取出工件并放入下一工件,重复淬火过程。整个工作过程全部由PLC自动控制,由液压、机械自动完成。
整个机床由PLC控制,工作循环自动完成。在调试阶段,可选择手动状态,逐个调整机床参数。
在上油缸下压时,若将手从正面伸进闷油罩下,会被传感器检测到,上油缸迅速退回原点。
5、电控系统
压淬机床的控制柜集成在机床内部。主回路用三相380V50HZ的交流电源,控制回路用单相220V交流电源供电。由PLC实现对设备的集中自动控制。
控制柜面板上装有油泵启停按钮、上下油缸的上下点动按钮、工作启停按钮和急停按钮,并装有电源指示、油泵运行指示和工作运行指示,另还有两数字显示可调时间继电器,分别用以调节闷油淬火时间和卸料等待工作时间,面板上还有手动/自动转换按钮,用以转换控制模式。
|